

JBDW-300Y/500Y微機控制低溫全自動沖擊試驗機
- JBW-Z微機控制全自動沖擊試驗機 如圖所示產品為濟南恒思盛大儀器有限公司( http://zuomengzhe.com/ )生產的 JBW-Z 微機控制全自動沖擊試驗機 ,以下則是我們為您介紹的JBW-Z微機控制全自動沖擊 試
- 咨詢熱線:13864183242 屈經理
- 在線咨詢:







u 該沖擊試驗機用來對金屬材料在動負荷下抵抗沖擊的性能進行檢驗,從而判斷材料在動負荷作用下的質量狀況,符合國標GB/T3808-2002《擺錘式沖擊試驗機的檢驗》。按國標GB/T229-2007《金屬材料夏比擺錘沖擊試驗方法》對金屬材料進行沖擊試驗。
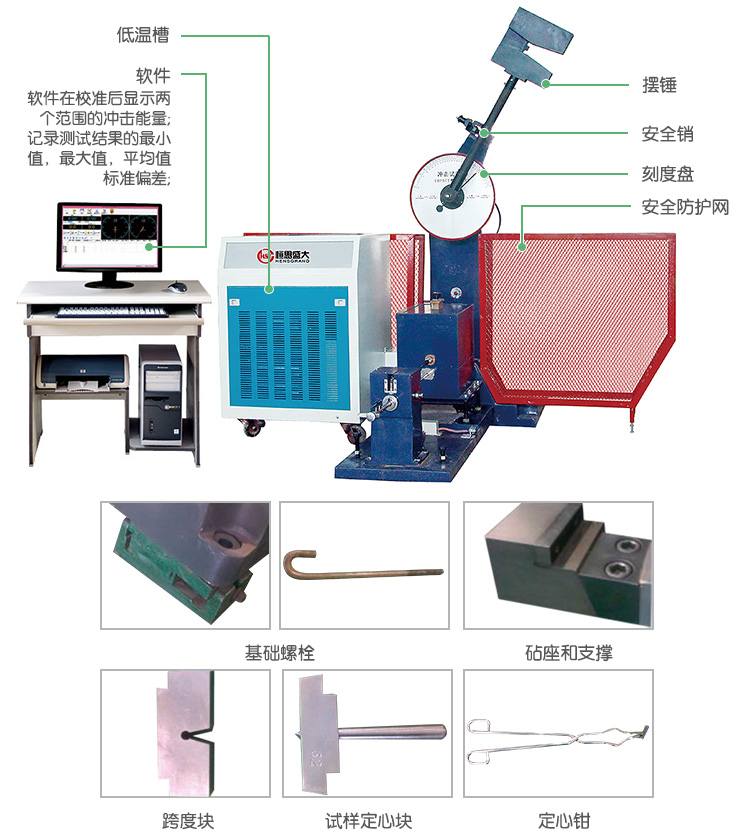
u 設備操作簡單工作效率高,揚擺、送料、定位、沖擊、放擺均由計算機控制,利用熱平衡原理和循環攪拌,達到對試樣的自動均勻冷卻和恒溫,溫度調節均為電氣自動控制,配備專用送樣裝置自動送料,試樣自動端面定位,確保試樣出爐至沖擊時間不大于2秒,滿足金屬低溫夏比沖擊試驗方法,特別適用于連續做沖擊試驗的實驗室和大量做沖擊試驗的冶金、機械制造等行業。

Ø 試驗機主機
u 試驗機由主機、低溫裝置、送料機構及自動定位機構組成;
u 試驗機主機為單支承柱式結構,懸臂式掛擺方式,擺錘錘體U型;試樣簡支梁式支承;
u 沖擊刀采用螺釘安裝固定,更換簡單方便;
u 自動送料、自動定位,測試精確可靠;
u 主機裝有安全防護銷裝置及安全防護網。
Ø 低溫裝置
u 采用復疊式壓縮機制冷技術,利用熱平衡原理及循環攪拌方式,達到對試樣的自動均勻冷卻、恒溫,可完全滿足國家標準所規定的各項控溫指標。
u 低溫槽采用單片機技術控制,數顯溫度值,自動控溫、自動記時、自動報警,操作簡便安全,制冷速度快,容積大,控溫精度高,是金屬材料低溫沖擊試驗中理想的試樣冷卻、保溫設備。
Ø 送料機構
u 試樣在低溫裝置里冷卻到所設定溫度后,送料機構可迅速可靠地將試樣送到鉗口支承面上。送料機構主要有送料裝置、阻尼裝置兩部分組成。
u 送料機構的運動是由電機通過大小皮帶輪、摩擦片、齒輪軸傳至齒條、送料桿將電機的正反轉,轉換成送料桿迅速向前送料及向后復位的直線運動。送料齒輪前后裝有撥叉,齒條運動時,撥叉撞動阻尼油缸的活塞桿借助于油缸的阻尼作用,使齒條前進和齒輪轉動受到阻力,借助于摩擦輪摩擦打滑,降低送料速度,從而保證試樣可靠地送入鉗口面及送料桿正確的回到原位。摩擦片打滑能保護器件不受損壞,調節螺母前后位置,彈簧壓力隨之變化,使摩擦力的大小隨之變化,即可改變送料桿推力的大小,調節阻尼油缸中的節流閥,改變排油量,改變阻尼力的大小,隨之改變了送料至前后端的速度,阻尼油缸中采用46號液壓油(或其它粘度相同的機油),油的加量不宜過少。
u 送料桿前進、反向、停止等是送料桿上的遮擋片遮擋接近開關發出電氣信號,控制電機的轉向實現的。調節遮擋片的位置,可以微調送料桿的位置及行程長度。
Ø 定位機構
u 試樣必須緊貼鉗口側面,試樣缺口正確地位于擺錘刀刃中心,是由定位機構保證的。試樣由送料桿送至前支座時,由于固定彈簧片的作用,使試樣緊貼鉗口側面往前運動,當試樣后端還沒有脫離固定彈簧片,前端進入后鉗口面時,送料機構中的遮擋片遮擋接近開關發出信號,電磁鐵動作,隨即定位機構動作,定位機構的定位桿到工作位置,定位機構側面彈性頂柱緊壓試樣,直至試樣前端緊貼定位機構定位面,完成試樣定位工作。當送料桿彈簧壓縮時,電磁鐵再獲信號后復位,定位機構遠離試樣端面。以便進行沖擊。定位機構與支架裝成一體,電磁鐵的拉動和彈簧的復位帶動定位塊上、下移動,推動定位螺釘在彈簧的作用下,定位圓柱始終緊貼定位面,同時通過活動套上的銷子定位機構帶動側面的彈性頂柱移動。偏心塊能減少定位機構對試樣的慣性沖擊,因此能提高試樣定位的正確性。
Ø 測控部分
u 軟件支持多個擺錘;
u 記錄沖擊強度,沖擊能量等.也可計算小平均值和標準偏差;
u 實驗結果自動計算;
u 自動測量擺動周期.

| 產品型號 | JBDW-300Y | JBDW-500Y |
| 控制方式 | 計算機全自動控制 | |
| 沖擊能量 | 300J 150J | 500J 250J |
| 小讀數值 | 1J | |
| 沖擊速度 | 5.2m/s | 5.4m/s |
| 擺錘預揚角 | 150° | |
| 角度準確度 | ±0.1° | |
| 試樣支座跨距 | 40mm | |
| 支座鉗口圓角 | R1.0~1.5mm | |
| 沖擊刀刃圓角 | R2.0~2.5mm(R8mm) | |
| 沖擊刀刃厚度 | 16mm | |
| 試樣盒容量: | 20個 | |
| 制冷范圍: | 室溫~-60℃ 室溫~-80℃ | |
| 控溫精度 | ±0.5℃ | |
| 制冷方式 | 壓縮機制冷 | |
| 擺錘中心至沖擊點距離 | 750mm | 800mm |
| 標準試樣尺寸 | 10×10(7.5或5)×55mm | |
| 沖擊擺錘配置 | 150J/300J各一個 | 250J/500J各一個 |
| 主機外形尺寸 | 2124×600×1340mm | 2124×600×1340mm |
| 整機重量 | 750Kg | 750Kg |
| 供電電源 | 三相四線制50Hz /380V | |

訂購:JBDW-300Y/500Y微機控制低溫全自動沖擊試驗機